

|


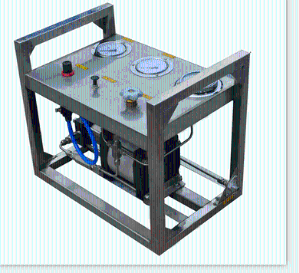
| 重量 | 530KG |
| 品牌 | 思明特 |
| 型号 | SUPC_XT_21 |
| 测量范围 | 0~15mPA |
| 加工定制 | 是 |
| 外形尺寸 | 800*600*400 |
思明特(济南)生产的钢瓶外测法水压试验机适用于无缝钢瓶、钢瓶、工业气体钢瓶、特殊气体钢瓶,铝制气瓶,合金气瓶,缠绕瓶,二氧化碳钢瓶等评审检测生产检测等标准项目。然而在测试各种气体钢瓶的检测过程中 需要用到的钢瓶外测法水压检测需要用标准钢瓶来测试、检测、校验钢瓶外测法水压试验机在使用的过程中是否能够达到标注的测试数据,按GB/T92511997规定:全变形容积相对误差不大于±1%;标准瓶在校验压力下实测容积残余变形值为零
钢瓶的定期检验项目包括:外观检验、壁厚测定、容积测定、水压试验或残余变形率测定、瓶阀检验、气密性试验。
1.检验准备
逐只检查登记钢瓶的制造标志和检验标志。登记的内容包括:制造国别、制造厂名称或钢瓶制造许可证编号、出厂编号、水压试验压力、公称工作压力、实际重量、实际容积、瓶体设计壁厚、出厂年月、钢瓶材料牌号、上次检验日期。
对未经质量技术监督部门认可的厂商制造的钢瓶、制造标志不符合GB5842《液化石油气钢瓶》或《气瓶安全监察规程》规定的钢瓶以及政府有关文件规定不准再用的钢瓶,登记后不予检验,按报废处理。
对使用期限超过15年的任何类型钢瓶。登记后不予检验,按报废处理。
2.外观初检与评定
钢瓶应逐只进行外观初检,用目测检查易于发现和评定的外观缺陷,凡属下列情况之一的受检瓶,按报废处理。
①无任何制造标志的钢瓶;有螺旋焊缝的钢瓶;除YSP-50外的任何型号的钢瓶不应有纵向焊缝;耳片、护罩脱落或其焊缝出现裂纹的钢瓶。
②因底座脱落、变形、腐蚀、破裂、磨损以及其他缺陷影响直立的钢瓶;局部和全面遭受火焰或电弧烧伤的钢瓶;瓶体倾斜、变形或封头直边存在纵向皱褶深度大于钢瓶外径0.25%的钢瓶;钢瓶底座支撑面与瓶底中心的间距小于表2-2-3规定尺寸的钢瓶。
表2-2-3钢瓶底座支撑面与瓶底中心间距
3.残液残气回收处理
在保证不泄漏、不污染环境、不影响操作人员健康的前提下,采取密闭回收方法逐只回收瓶内的残液。
外观初检报废的钢瓶亦必须逐只回收瓶内的残液残气。
对经放残处理的钢瓶进行蒸汽吹扫处理。取下瓶体正立,逐只测量残气浓度。残气浓度不得大于0.4%为合格。
4.焊缝检验
钢瓶应逐只进行焊缝外观尺寸和质量检验。焊缝外观检验应符合GB5842《液化石油气钢瓶》的要求,焊缝表面及热影响区不得有裂纹、气孔、弧坑、夹渣、未熔合等缺陷;主体焊缝不允许有咬边,与瓶体焊接的零部件的焊缝在钢瓶一侧不允许咬边,焊缝表面不得有凹陷或不规则突变;主焊缝上及两边各50mm的范围内,不允许有深度大于0.5mm的划痕;不允许有深度大于6mm的凹坑。
5.壁厚测定
钢瓶必须逐只进行壁厚测定。所用测厚仪的误差应不大于±0.1mm。测厚点应在上下封头圆弧过渡区内各选择一点,筒体部分应选择三点;对118L钢瓶筒体下部和下封头圆弧过渡区内应增测两点。经测定确认剩余壁厚小于设计壁厚90%的钢瓶应报废。采用内窥镜或内部照明装置观察钢瓶内壁腐蚀状况,对于腐蚀面积较大、较严重的部位,应对应测量壁厚。剩余壁厚小于设计壁厚的钢瓶应报废。
6.容积测定
钢瓶必须逐只进行容积测定。容积测定用的衡器应保持准确,其*称量值为常用称量值的1.5~3.0倍,称量衡器的校验期限不得超过3个月。容积测定采用水容积测定法,方法如下:清除瓶内锈蚀物和沾染物。空瓶称重记录后,将其立于检验室的地坪上,向瓶内注满清水,静置24h,其间应继续用木锤自上而下轻敲瓶壁数次,并将瓶内每次下降的水补满,直至瓶口水面不再下降为止。确认瓶内气泡排除,瓶口液面不再下降时,将钢瓶移至称重衡器上称出瓶与水的总重量,以“瓶水总重”减去实测的空瓶重量得出瓶内容纳的水重,再乘以称重时瓶内水温下的每公斤水的体积数,即为该钢瓶的现容积值。
现容积值小于标准规定值的钢瓶应报废。
7.瓶阀座检验
钢瓶应逐只进行瓶阀座检验,瓶阀座不允许有塌陷和裂纹。瓶阀座螺纹应用量规检验,量规应符合GB7512《液化石油气瓶阀》、GB8335《气瓶专用螺纹》及GB8336《气瓶专用螺纹量规》等标准的要求。
8.耐压试验或残余变形率的测定
钢瓶应逐只进行耐压试验或残余变形率测定。其试验方法和安全设施应符合《气瓶水压试验方法》的规定。耐压试验压力为3.2MPa,保压不得小于3min。在保压过程中,压力表不允许有回降现象,钢瓶不允许有渗漏和肉眼可见的容积变形。采用外测法或内测法在实验公称压力下测定钢瓶的残余变形率,不允许超过10%。
9.瓶阀检验
瓶阀必须逐只进行关闭状态、启闭过程和全开启状态的气密性试验,试验压力为3.2MPa,保压时间不少于3min,不允许泄漏。必须保证经维修的气瓶阀门能够安全使用一个检验周期。
10气密性试验
气密性试验时环境温度与水温皆不得低于5℃。待试瓶必须是经过外观复验和水压试验合格的钢瓶。试验前必须逐只测定瓶内残留物释放的燃气浓度。对于浓度大于0.4%(体积分数)的钢瓶,必须再进行焚烧或蒸汽吹扫处理,浓度符合要求后方可用空气进行试验,否则必须用氮气试验。
气密性试验用的空气不得含油水,试验公称压力为2.1MPA。试验时将带压钢瓶缓缓送入水中整体浸泡1min,同时要细心观察是否有气泡逸出。若瓶体有气泡外溢则应报废。若角阀丝部溢气应返回上角阀工序重新旋紧,并再作气密试验。